■ 드릴링이란?
구멍 가공은 기계부품 제작에서 가장 중요하고 난해한 작업 중 하나의 가공이다.
자동차 인젠, 변속기, 펌프와 같은 주요 기계부품들은 많은 구멍 가공을 포함하고 있기 때문에
일반적으로 기계가공의 약 30%이상이 구멍 가공이 차지하고 있다.
특히 엔진이나 유압제품과 같은 내부실린더를 포함하는 경우에는 매우 높은 정밀도의 구멍 가공을 요구하고 있다.

1.개요
구멍을 만드는 공정은 목적에 따라 매우 다양한데 그중에서도
드릴링이 가장 기본이 되는 구멍을 만드는 공정이며 이후 코아 드릴링, 스텝 드릴링, 카운터 보링,
카운더 싱킹과 같은 작업을 한다.
또한 필요에 따라서 최초의 드릴링 작업을 원활하게 하기위해 센터 드릴링을 하거나
깊이가 깊은 곳은 건 드릴링을 하고 구멍의 정밀도를 높이기 위해 리밍을 한다.

- 정밀도를 높이기 위한 구멍 가공-

2. 드릴 가공의 특징과 드릴 구조
공작물에 구멍을 뚫기 위해서 절삭공구(드릴 등)을 정착하고 회전/상하운동시켜
공작물에 구멍을 가공한다.
최초 접촉 시 드릴의 치즐 에지각에 해당하는 날부가 접촉하면서 자리를 잡는데
이 최초 접촉 위치가 드릴링의 정밀도에 가장 큰 영향을 주며 이것을 “중심잡기"라고 한다.

2-1 중심잡기
중심잡기는 선반부의 날의 형상과 드릴의 강성에 의해서 결정된다.
다양한 형태의 Thinning을 함으로써 음의 경사각을 갖는 날부를 줄인다.
(Thinning : 드릴의 선단부와 치즐의 길이를 줄여 스러스트 저항을 줄이는 것, 중심을 얇게 만든다는 의미)

2-2 씨닝(Thinninh)에 따른 선단부 형상
치즐 에지의 길이를 줄임으로써 선단부 형상을 다양하게 제작할 수 있다.

3. 정밀한 드릴링을 위한 드릴의 구조
드릴의 초기 진입 시 정확한 중심잡기거 이루어져야 하고
그 이후에는 절삭저항에 의해서 변형되지 않고 끝까지 정밀도를 유지하며 가공해야 한다.
3-1 초기 중심잡기를 위한 적절한 선단부 형상
3-2 짧은 칩형성을 통한 고속절작이 가능한 구조
3-3 내부급유에 의한 절삭유 공급

3-1 초기 중심잡기를 위한 적절한 선단부 형상
X형 씨닝 형상이 강력한 절삭을 할 수 있음

3-2 짧은 칩형성을 통한 고속절삭이 가능한 구조
강력한 절삭을 위해서는 절삭 시 발생되는 칩이 잘게 끊어지는 형태가 되어야며
선단부의 형상과 홈의 형상이 함께 설계되어야 한다.
(이전에 많이 사용된 트위스트 드릴은 긴 칩이 생성되어 고속가공이 어렵다.)

3-3 내부급유에 의한 절삭유 공급
드릴 가공이 어려운 점 : 한정된 홈 공간에을 통해서 칩 배출과 동시에 외부로부터
절삭유를 원활히 공급해야한다.

기존의 드릴을 가공 깊이가 깊어질수록 절삭유 공급이 어려으나 내부급유가 가능한 설계로
강력한 절삭이 가능하다.

4. 드릴링 머신의 종류
4-1 드릴 프레스
4-2 레이디얼 드릴링 머신
4-3 다축 드릴링 머신
4-4 CNC 드릴링 머신
4-1 드릴 프레스
공작물을 테이블 위에 고정하고, 드릴 공구를 수동핸들을 사용하여 이송하거나 자동이송하여 가공한다.
테이블 위에 고정할 수 있어 대부분이 소형이고 조작이 간편하며 적절한 이송속도를 유지하는 것이 중요하다.

4-2 레이디얼 드릴링 머신
머신 중에서 레이디얼 암이 길고 견고하여 대형 공작물 가공이 용이하며
컬럼을 중심으로 선회할 수 있는 팔 위를 주축 헤드가 수평이동이 가능하다.

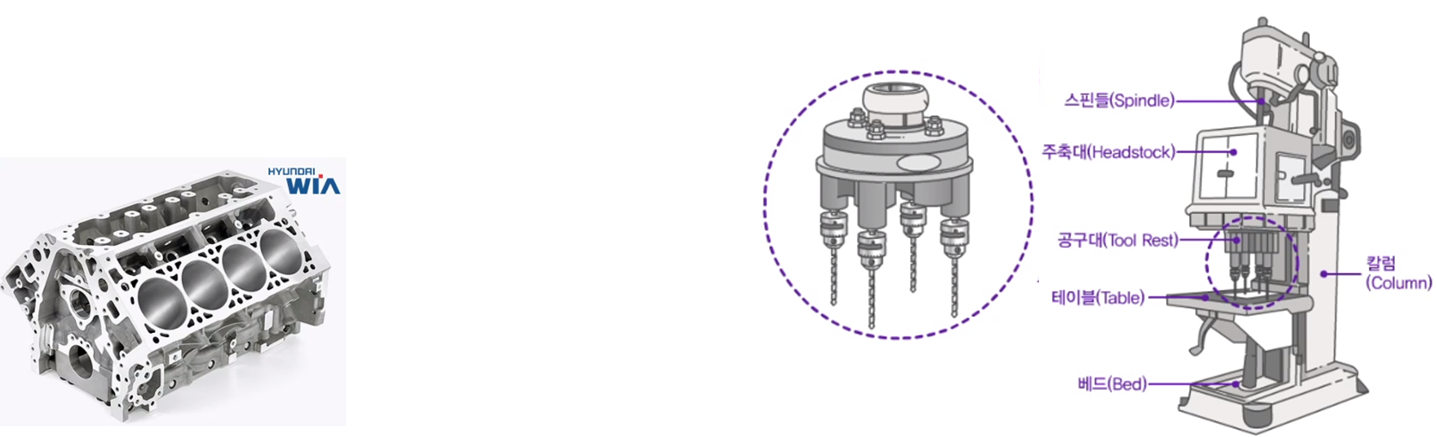
4-3 다축 드릴링 머신
여러 개의 스핀들을 장착한 드릴링 머신으로 다양한 형상의 구멍 가공을
동시에 수행함으로써 생산성이 높다. 주로 자동차 엔진과 같이 많은 구멍을 보유한 부품을 가공할 때 효율적이다.
4-4 CNC 드릴링 머신
구멍 가공용 공구를 터렛에 장착함으로써 프로그램에 의한 자동가공이 가능하다.
대체로 머시닝센터에서도 대체 가능한 작업이기에
머시닝센터에서 밀링과 구멍 가공 작업을 함께 수행한다.

5. 드릴 가공용 공구
5-1 일체형 드릴
5-2 인서트 장착형 드릴
5-3 헤드 교환형 드릴
5-1 일체형 드릴
구멍직경이 작은 경우에는 일체형 공구로써 초경이나 고속도강으로 된 드릴을 사용한다.
공구의 성능은 씨닝과 선단부의 주요형상에 따라 구분된다. 절삭유의 내부급유를 위한 구멍을
장착함으로써 강력한 드릴링 작업을 수행할 수 있다.

5-2 인서트 장착형 드릴
구명이 커지게 되면 드릴 날부에 인서트를 장착할 수 있는 구조의 드릴을 사용할 수 있으며
침 브레이커를 창착해 잘게 잘려진 칩을 배출 할 수 있다.

5-3 헤드 교환형 드릴
드릴 날부 전체를 초경으로 만들어진 헤드로 교환하여 일체형 드릴과 같은 정밀도를 구형할 수 있다.
사용시 씨닝과 선단부 형상을 알맞게 선택하여 원활한 칩 브레이킹을 유도할 수 있다.

'▶금속가공' 카테고리의 다른 글
| 6. 재질 특성에 따른 가공 조건 설정 (0) | 2024.02.25 |
|---|---|
| 5.절삭유 (1) | 2024.02.14 |
| 4.연삭가공 (0) | 2024.01.09 |
| 3.머시닝센터 (1) | 2024.01.06 |
| 2. 보링, 리밍, 형삭, 평삭, 브로칭 가공 (2) | 2024.01.06 |



